

手 機:136-4980-7593
電 話:0769-82181377
傳 真:0769-82181388
郵 箱:[email protected] sales.01@weitaotianxiღa.cn
地 址:東莞市橫瀝鎮三江工業區三路21號
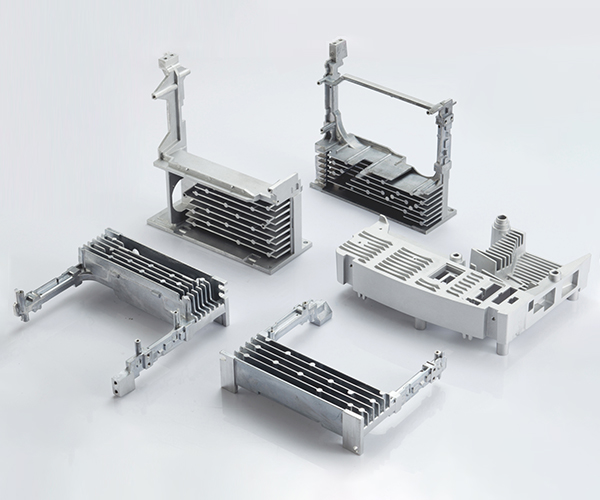
伺服電機廠家,精密機加工廠,東莞壓鑄件 壓鑄加工材料及其特點。
壓鑄金屬主要包括鋅.銅.鋁.鎂.鉛.錫和鉛錫合金。雖然壓鑄鐵很少見🍷,但也是可行的。特殊壓鑄金屬包括ZAMAK.鋁鋅合金和美國鋁業協會的標準:AA380.AA384.AA386.AA390和AZ91D鎂。各種金屬壓鑄的特點如下:
鋅:最容易壓鑄的金屬,在制造小部件時非常經濟,易鍍膜,抗壓強度高,塑性高,鑄造壽命長。
鋁:重量輕。尺寸穩定性高,耐腐蝕性強,機械性能好,導熱性高,導電性高,高溫下強度仍然很高。
鎂:機械加工方便,強度比高,常用壓鑄金屬中最輕。
銅:硬度高,耐腐蝕性強,常用壓鑄金屬機械性能最好,耐磨,強度接近鋼。
鉛和錫🃏:密度高,尺寸精度高,可作為特殊的防腐部件使用。出于公共衛生考慮,該合金不能用于食品加工和儲存設備。鉛、錫合金(有時含少量銅)可用于制作凸版印刷中的手工鉛字和燙金。
用鋁.銅.鎂和鋅壓鑄的質量上限為70磅(32公斤).10磅(4.5公斤).44磅(20公斤)和🌄75磅(34公斤)。
壓鑄廠分享常見問題。
壓鑄件部分未成形,型腔不滿。
原因:1。壓鑄模溫度過低;2.金屬液溫度低;ꦦ3.壓力太小;4.金屬液不足;壓射速度太高;5.空氣不能排出。
調整方法:1-2。提高壓鑄模具和金屬液體溫度;3.更換大壓壓鑄機;4.加入足夠的金屬液,降低壓射速度💖,增加進料口厚度。
分析壓鑄廠常見的缺陷。
a.雜質
特點:經化學分析,鑄件合金元素不符合要求或雜質過多。
原因:1。成分不正確。2.原材料和回爐材料未經分析即可投入使用。
排除措施:1。爐料只能在化學分析后使用。2.爐料應嚴格管理,新舊材料應按一定比例配置。3.嚴格遵守熔煉過程𒊎。4.熔煉工具應涂漆。
b.強度
特點:鑄件合金的機械強度.延伸率低于要求標準。
原因:1。合金化學成分不符合標準。2.鑄件內有氣孔、收縮孔、夾渣等。3.🀅樣品處理方法不平等。4.鑄件結構不合理,限制鑄件符合標準。5.熔化過程不當。
排除措施:1𝄹。成分熔化應嚴格控制化學成分和雜質的含量。2.嚴格遵守熔化過程。3.按要求制作樣品,并定期對鑄件進行工藝試驗。4.嚴格控制合金熔化溫度和澆筑溫度,盡量消除合金形成氧化物的各種因素。


